1.Materyèl
Materyèl prensipal: EPS + ajan kimen + rezistan flanm dife (selon kondisyon kliyan)
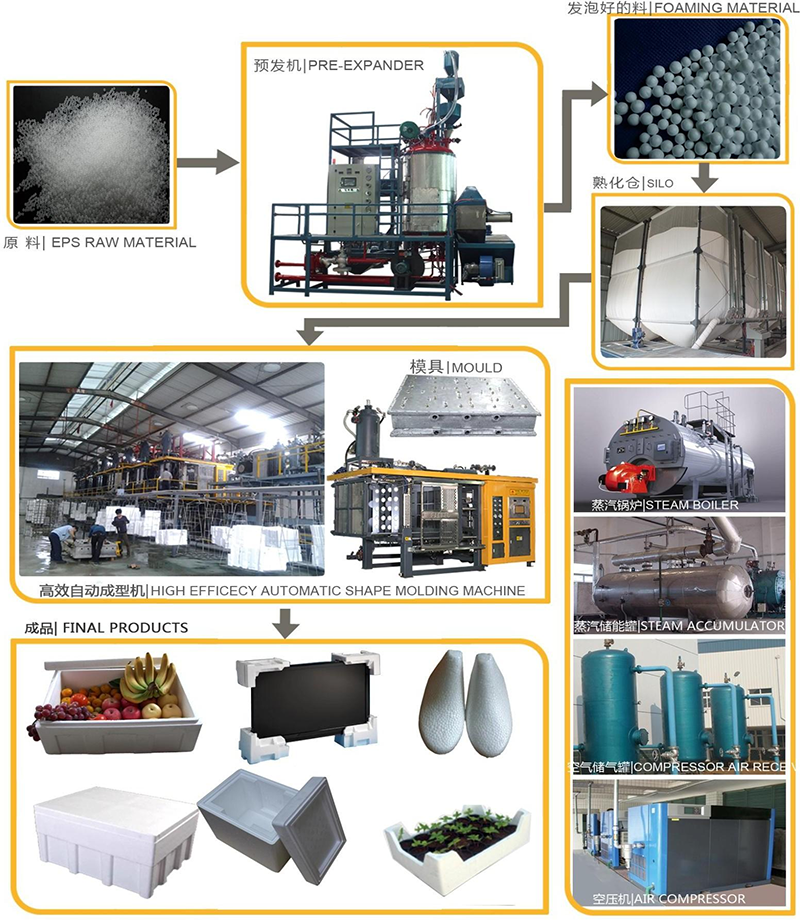
2. Pwosesis Entwodiksyon
A.Pouring ak kimen: mete materyèl la anvan tout koreksyon nan pèl ki gen ajan kimen (pentane) nan Hopper a, epi otomatikman manje nan pakèt otomatik machin nan pre-kimen. Pandan pwosesis sa a, patikil yo polymère ki gen ajan kimen yo ralantisman anba chofaj vapè, tanperati kimen an se sou 100 ° C, ak ajan an kimen se volatilize. Rezilta a se ekspansyon nan chak chaplèt, fòme selil anpil. Ak fòm selil dekonekte, nan pwosesis sa a, pèl yo dwe rete dispèse ak gratis-ap koule tankou dlo eta.
B.Drying: pèl yo seche atravè yon kabann siye kim fluidize, epi tanperati a kontwole nan apeprè 50 °C.
C.Curing: Matyè premyè sèk yo prezante nan silo geri a pa fanatik bouyon an pwovoke, ak geri a pwòp tèt ou-chofaj se apeprè 6 èdtan. Tan geri a byen ajiste selon tanperati ekstèn lan. Rebondisman, lè a antre nan andedan selil la nan manbràn selilè a, se konsa ke presyon an nan selil la balanse ak presyon ekstèn lan. Sa a pral fè pèl yo pre-chveu elastik.
D.Piki bòdi: pèl yo pre-geri yo chofe pa vapè, epi yo pral elaji apre yo fin chofe yo jenere presyon. Nan moman sa a, polymère a adousi ak elaji ankò, epi ranpli espas sa a ant pèl yo pou fòme yon blòk antye pou fòme yon pwodwi plastik kimen.
E.Cooling ak demoulding: Li fòme pa vakyòm oswa fanatik
refwadisman, epi apre yo fin fòme, se fòs enpak lè konprese yo itilize fè pwodwi a pi bon demould. Apre yo te ekspilse, pwa plak la parèt, epi plak la ka transpòte pa yon chariot nan depo a geri oswa dirèkteman voye nan depo a geri pa yon senti CONVEYOR pou geri.
F.Aging: Apre yon semèn nan tan geri, patikil yo andedan plak la gwo yo gen tandans yo dwe ki estab, epi yo ka koupe dapre gwosè a mande pa kliyan an, ak gwosè a nan plak la geri pa pral chanje.
G. Koupe
Odinatè otomatikman ajiste fil la, segondè presizyon koupe
Koupe Vibration nan tablo benzèn ak efikasite koupe segondè
Segondè degre nan automatisation ak efikasite pwodiksyon segondè
Tan poste: Dec-29-2023